Материал блока цилиндров — серый чугун.
Возможные дефекты блока цилиндров: пробоины и трещины на стенке рубашки охлаждения и верхнего картера; срыв резьбы в отверстиях под болты и шпильки; износ отверстий под толкатели (автомобиль ГАЗ-51), износ отверстий направляющих втулок клапанов; износ клапанных гнезд; износ цилиндров. В соответствии с приведенными дефектами и типовыми вариантами процессов ремонта рассмотрим ремонт блоков цилиндров двигателей ГАЗ-51 и ЗИЛ-120.
Ремонт резьбы в отверстиях под шпильки нарезанием ремонтной резьбы
Нарезать метчиком ремонтную резьбу М14 X 2 мм в отверстии под шпильку головки цилиндров, а в отверстиях под шпильки впускного и выпускного трубопроводов и водяного насоса — резьбу М12 Х 1,75 мм .
У блока цилиндров двигателя ЗИЛ-120 рассверлить: резьбовое отверстие под шпильку крепления головки цилиндров сверлом диаметром 13,7 мм и отверстие под шпильку крепления топливного насоса сверлом диаметром 9,3 мм . Нарезать ремонтную резьбу М16 Х 2 мм в отверстии под шпильку головки цилиндров, а в отверстиях под шпильку крепления топливного насоса резьбу МП Х 1,5 мм .
Ремонт резьбы в отверстии крепления крышки распределительных шестерен способом насадков
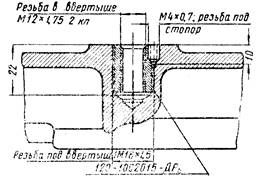
Рисунок №5
У блока двигателя ЗИЛ-120 способом насадков производится ремонт поврежденных резьбовых отверстии под болты крепления крышки распределительных шестерен, картера маховика, крышки головки цилиндров и крышки клапанов. Указанные резьбовые отверстия рассверливают сверлом диаметром 16,3 мм . В отверстиях нарезаю? резьбу 1М18 Х 1,5 мм под насадки-ввертыши. Затем ввертывают ввертыш (рис. 5) и закрепляю» его стопором.
Ремонт резьбовых от верстай, трещин и обломов сваркой.
особых затруднений. При ремонте газовой сваркой применяют проволоку Св-08, а при электросварке — электроды Э-34. Сварка про вводится с предварительным подогревом. Заварка трещин на верхней плоскости блока цилиндров, в клапанных гнездах и т. п. выполняется по схемам ГС-9-11 или ЭС-9-13.
Технологический процесс восстановления детали (коленчатого вала ...
... курсового проекта -- разработать технологический процесс восстановления детали (коленчатого вала ВАЗ-2107) с использованием ресурсосберегающих технологий и рациональных способов ремонта. ... ВАЗ 2107 1- коленчатый вал; 2- вентилятор; 3- блок цилиндров; 4- ГРМ; 5- головка блока цилиндров: 6- клапан; 7- распределительный вал; ... новую резьбу 10 Царапины, забоины и риски на поверхностях коленчатого вала, ...
Ремонт отверстий под толкатели производится развертыванием их на ремонтные размеры за два прохода, соблюдая следующие размеры для блока цилиндров двигателя ГАЗ-51.
При износе отверстий последнего ремонтного размера ремонт их производится постановкой втулки-насадка. В блоке цилиндров развертывают отверстие до диаметра 20,000—20,029 мм, в которое запрессовывают втулку из серого перлитного чугуна (НrС =180 240) длиной 34 мм наружный диаметр втулки — 20,039— 20,025 мм , а внутренний— 15,55—15,60 мм (четвертый ремонтный размер под уменьшенный толкатель) или 15,85—15,80 мм (под толкатель номинального размера).
После запрессовки во втулке через отверстие в блоке цилиндров просверливают отверстие для смазки диаметром 6 мм , затем втулку развертывают окончательно на четвертый, уменьшенный ремонтный размер 15,77—15,75 мм или на номинальный размер 16,011—16,000 мм.
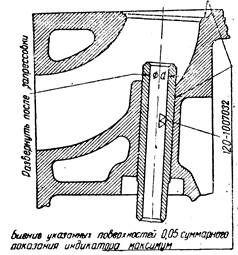
Рисунок №6
У двигателя ЗИЛ-120 толкатели ставят в сменных направляющих секциях (детали 120-1007075 и 120-1007076).
При износе отверстий в секциях производится развертывание их на третий ремонтный размер (РР-4).
Первое развертывание—до диаметра 16,25— 16,20 мм , второе, чистовое— до окончательного размера 16,32—16,30 мм. При износе отверстий ремонтного размера допускается ремонт секций насадками. Отверстие секции развертывают под насадок до диаметра 19,000— 19,035 мм ; в отверстие запрессовывают чугунную втулку (твердость НrС =180—240).
Длина втулки 35 мм , наружный диаметр 19,075—19,040, внутренний диаметр 15,3—15,4 мм. После запрессовки во втулке через отверстие в секции просверливают для смазки отверстие диаметром 4 мм . Затем втулку развертывают окончательно на второй ремонтный (уменьшенный) размер 15,62—15,60 мм, или на третий — ремонтный размер 15,82—15,80 мм, или на номинальный размер 16,019—16000 мм. Уменьшенные (второй и третий) ремонтные размеры предусматривают использование изношенных толкателей номинального размера путем их перешлифования.
Ремонт направляющих втулок клапана
По наружному диаметру D втулка двигателя ГАЗ-51 шлифуется или до номинального размера 17,085—17,065 мм или до увеличенного размера 17,115—17,095 мм, предназначенного для установки втулок в незначительно изношенные («ослабленные») отверстия блока цилиндров без их развертывания. При запрессовке новых
направляющих втулок в блок цилиндров двигателя ГАЗ-51 необходимо, чтобы верхний торец втулки находился на расстоянии 22 мм от верх-1 ней плоскости блока цилиндров. Внутренний диа-1 метр втулок (после за-1 прессовки) развертывают! или на номинальный размер 9,022—9,000 мм, или
на третий (уменьшенный) ремонтный размер 8,750—8,725 мм, предусматривающий использование изношенных клапанов после пе-решлифования их стержня.
Разработка технологического процесса восстановления, головки ...
... восстановления деталей. Восстановление деталей – основной источник эффективности ремонтного производства и его основа. По ряду наименований важнейших наиболее металлоемких и дорогостоящих деталей (головок блока цилиндров ... головкой цилиндров, чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов. Головка блока цилиндров ... базы Тески Условия работы детал Таблица №2 ...
У двигателя ЗИЛ-120 изношенные направляющие развертывают на третий ремонтный размер 9,80—9,77 мм под увеличенный стержень клапана. При дальнейшем износе втулку заменяют. Ремонтную втулку по наружному диаметру шлифуют до номинального размера 17,075—17,040 мм или до размера 17,105—17,075 мм для установки втулок в «ослабленные» отверстия блока цилиндров без их обработки. Внутренний диаметр втулок после запрессовки развертывают на номинальный размер 9,53—9,50 мм или на уменьшенные ремонтные размеры: второй — 9,05—9,02 мм или первый — 9,30—9,27 мм.
Ремонт изношенных клапанных гнезд.
Расточку отверстий в блоке цилиндров под ремонтные вставные кольца клапанов производят на сверлильном станке резцовой оправкой (рис. 8) или зенкером с направляющим хвостовиком (рис. 7).
Режущий инструмент центрируют по развернутому отверстию направляющей втулки клапана, обеспечивая при обработке соосность отверстий.
Если отверстие под ремонтное кольцо выпускного клапана двигателя ГАЗ-51 имеет незначительный износ и не обеспечивается прессовая посадка, гнездо растачивают под ремонтный размер до диаметра 38,80—38,75 мм на глубину 6,5—6,6 мм, а под кольцо впускного клапана—до диаметра 39,55—39,50 мм на глубину 6,0—6,1 мм.
мм,
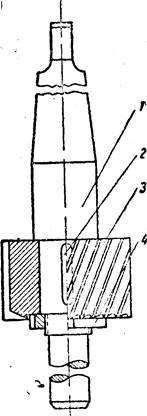
Рисунок №7
1 — оправка с выпрямляющим хвостовиком; 2 — шпонка; 3 — зенкер; 4 — гайка
У двигателя ЗИЛ-120 отверстие под ремонтное кольцо выпускного клапана растачивают до диаметра 48,05—48,00мм, а под кольцо впускного — до диаметра 53,05—53,00 мм на глубину 6,0— 6,1 мм . Размеры ремонтных колец: выпускного клапана — наружный диаметр 48,075—48,125 мм, внутренний диаметр 38,00—38,03 мм для впускного клапана соответственно 53,175—53,075 и 42,0—42,3 мм. Высота клапанных колец 5,9— 6,1 мм .
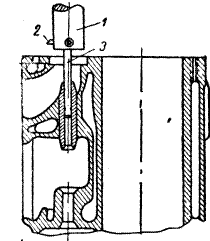
Рисунок №8
1 — оправка; 2 — резец; 3 — направляющая; б — зенкер
Ремонт клапанных гнезд двигателя ЗИЛ-120 постановкой колец показан на рис. 9. Перед запрессовкой кольца следует подбирать по расточенным отверстиям с натягом порядка 0,08 мм . После запрессовки кольцо рекомендуется зачеканить в блоке цилиндров с помощью оправки. Наружная торцовая поверхность колец не должна выступать выше верхней плоскости блока цилиндров.
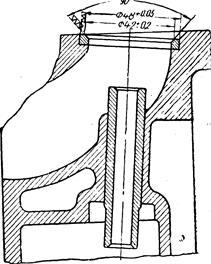
Рисунок №9
Ремонт изношенных цилиндров.
При расточке на ремонтные размеры цилиндров двигателя ГАЗ-51 следует соблюдать следующие ремонтные размеры для окончательно обработанных цилиндров: первой (+0,50) —82,525— 82,500 мм , второй (+0,75) —82,825—82,800 мм, третий (+1,0) — 83,025—83,000 мм, четвертый (+1,25) —83,275—83,250 мм и пятый (+1,50)—83,525—83,500 мм: при расточке цилиндров двигателя ЗИЛ-120: первый (+0,50) — 102,12—102,06 мм, второй (+1,0)— 102,62—102,56 мм, третий (+1,50) — 103,12—103,06 мм,
Разработка технологического процесса восстановления гильзы цилиндров ...
... чугуна). В блоке двигателя (рис. 1.1) устанавливают вставные гильзы, омываемые охлаждающей жидкостью. Внутренняя поверхность гильзы служит направляющей для поршней. Рис.1.1 - Блок цилиндров двигателя автомобиля ЗИЛ-130 Увеличение срока службы гильз цилиндров достигается в ...
Эксплуатационные ремонтные размеры цилиндров двигателя ГАЗ-51 не приведены.
Отклонения от геометрической формы (конусность, овальность) не должны превышать 0,025 мм по всей длине цилиндра. Точность обработки цилиндров, соблюдение расстояния между осями цилиндров и перпендикулярность осей цилиндров к оси коленчатого вала необходимо строго соблюдать Перед расточкой цилиндров установочная поверхность блока цилиндров должна быть хорошо очищена.
Расточка цилиндров двигателя ГАЗ-51 и их доводка производятся с обычными режимами (см. табл. 53), так как обрабатываемость имеющейся в них короткой гильзы из специального чугуна примерно такая же, как и серого чугуна. Если перед расточкой будет обнаружено некоторое ослабление посадки короткой гильзы в блоке цилиндров двигателя ГАЗ-51 (легкое ее покачивание) то ее следует слегка подчеканить, а обработку данного цилиндра производить на смягченных режимах (главным образом уменьшением глубины резания), чтобы не вызвать проворачивания гильзы в блоке цилиндров. Расточку цилиндров двигателей ГАЗ-51 и ЗИЛ-120 можно производить на вертикально-расточных станках, а также при помощи переносных расточных станков (типа ЦР-7, 2685 и др.).
Целесообразно для обеспечения высокого качества ремонта производить тонкую расточку цилиндров на специальных расточных станках при следующем режиме: скорость резания—175 м/мин, глубина резания 0.15—020 мм при подаче 0,10—0,15 мм/об шпинделя. Подобные скоростные режимы дают высокое качество обработанной поверхности. Скользящую доводку после расточки следует производить на доводочном станке 3833 или на сверлильных станках с помощью головки ГАРО типа У-1-14.
В ремонтных мастерских, не имеющих соответствующего оборудования, скоростная расточка не всегда может быть обеспечена, поэтому следует добиваться необходимого качества рабочей поверхности цилиндров путем доводки. Скользящую доводку в этом случае рекомендуется производить двумя головками: предварительную — головкой с абразивными брусками зернистостью 120—180, окончательную—головкой с брусками зернистостью 240—320. Припуск на предварительную доводку—0,05—0,08 мм, на окончательную—0,01—0,02 мм. Следовательно, общий припуск на доводку при грубой расточке следует давать от 0,06 до 0,1 мм (не более), что необходимо учитывать при расточке цилиндров. Режим доводки: окружная скорость резания—60 м/мин, что соответствует 200 об/мин шпинделя; число двойных возвратно-поступательных движений головки должно быть 60 в минуту для двигателя ГАЗ-51 и не более 50 для двигателя ЗИЛ-120; при окончательной доводке следует увеличить скорость осевого движения головки.
Доводку цилиндров производят при обильной подаче керосина. После доводки блок цилиндров следует промыть щелочным раствором. Промывка блока цилиндров керосином не дает удовлетворительных результатов, так как керосин не полностью смывает абразивную пыль со стенок цилиндра, что обусловливает более быстрый износ цилиндров в эксплуатации.
Ремонт коленчатого вала двигателя ЗИЛ
... Вкладыши 7405.1005170 Р0.7405.1005171 Р0.7405.1005058 РО применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна ...
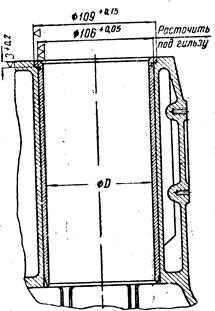
Рисунок №10
Ремонт цилиндров способом насадков (гильзованием).
Конусность и овальность окончательно обработанного цилиндра должна быть не более 0,025 мм по всей длине.
У блока цилиндров двигателя ЗИЛ-120 цилиндры растачивают предварительно до 105,2 мм и окончательно на диаметр 106,00— 106,035 мм ; выточку под буртик гильзы растачивают до диаметра 110,0—110,2 мм на глубину 3,0—3,2мм.
По расточенному блоку цилиндров подбирают заготовленную гильзу (рис. 10) с гарантированным натягом 0,05—0,10 мм, смазывают ее суриком и запрессовывают до упора на гидравлическом 20-или 40-тонном прессе. Торец гильзы должен быть заподлицо с верхней плоскостью блока цилиндров. После запрессовки гильз блок цилиндров нужно проверить на отсутствие течи нагнетанием в рубашку охлаждения воды под давлением 2—3 кг/см2 . При гидравлическом испытании требуется специальное приспособление, позволяющее надежно заглушить водяные отверстия в блоке цилиндров. После испытания запрессованные гильзы растачивают и доводят до номинальных размеров: для двигателя ГАЗ-51—82,06— 82,00мм для двигателя ЗИЛ-120—101,61—101,56мм.
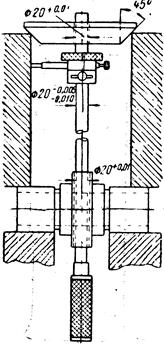
Рисунок №11
Износостойкость гильзованных блоков цилиндров может быть значительно повышена применением покрытия пористым хромом рабочей поверхности гильз.
Ремонт базовых поверхностей блока цилиндров.
Существующая на большинстве авторемонтных заводов технология ремонта блоков цилиндров не обеспечивает требований в отношении допустимой неперлендикулярности осей цилиндров и коленчатого вала, максимальное значение которой не должно превышать 0,05 мм (на всей длине цилиндра для блока цилиндров двигателя ЗИЛ-120.
Если ремонт гнезд коренных подшипников не производится, то требование в отношении перпендикулярности осей цилиндров и гнезд коренных подшипников не может быть обеспечено, что является одной из причин преждевременного износа цилиндров и поршневой группы.
На некоторых авторемонтных заводах введен контроль и ремонт таких базовых отверстий, как гнезда коренных подшипников блока цилиндров двигателей ЗИЛ-120. Для этого применяют борштанги с резцами, при помощи которых производится расточка гнезд в сборе с крышками; аналогичное приспособление применяется для расточки отверстий под втулки распределительного вала.
Для проверки соосности отверстий после расточки применяют контрольные скалки, выполненные по номинальному размеру гнезд Коренных подшипников.
Для проверки перпендикулярности осей цилиндров и коленчатого вала, а также для проверки параллельности осей коленчатого и распределительного валов применяют индикаторные приспособления (рис. 11).